
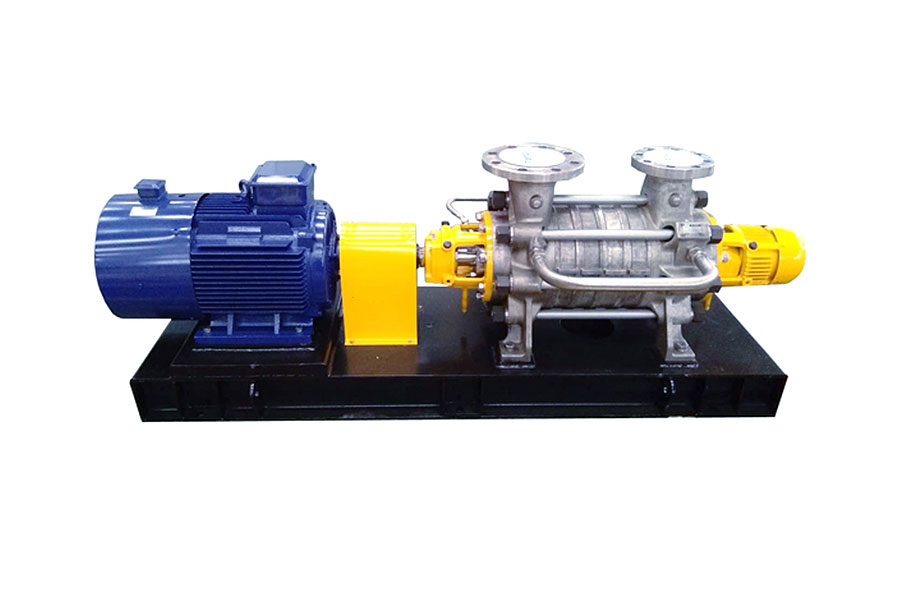
As Bombas Horizontais de Processo Químico de Múltiplos Estágios oferecem vários recursos e vantagens importantes que as tornam adequadas para várias aplicações industriais:
Alta pressão e capacidade de fluxo: essas bombas são projetadas para lidar com altas pressões e fornecer vazões substanciais, tornando-as ideais para a transferência de grandes volumes de fluidos por longas distâncias em processos industriais.
Projeto de vários estágios: A configuração de vários estágios da bomba envolve vários impulsores dispostos em série, cada um aumentando a pressão do fluido conforme ele passa. Esse projeto permite que a bomba gere pressões mais altas do que as bombas de estágio único, o que é crucial para muitos processos químicos.
Uso eficiente de energia: apesar de sua capacidade de gerar altas pressões, essas bombas são projetadas para eficiência energética, garantindo desempenho ideal e minimizando o consumo de energia e os custos operacionais.
Resistência à corrosão: As bombas de processo químico multiestágio horizontais são construídas com materiais que oferecem excelente resistência à corrosão de produtos químicos agressivos e corrosivos comumente encontrados em aplicações industriais. Essa resistência à corrosão garante a longevidade e a confiabilidade da bomba.
Versatilidade: Estas bombas são altamente versáteis e podem lidar com uma ampla gama de fluidos químicos, incluindo substâncias agressivas, voláteis e abrasivas. Eles encontram aplicações em vários setores, como processamento químico, petroquímico, farmacêutico, tratamento de água e muito mais.
Design compacto: A orientação horizontal da bomba, juntamente com seu design compacto, permite uma instalação mais fácil e economiza espaço valioso em ambientes industriais.
Requisito de baixo NPSH: Net Positive Suction Head (NPSH) é a pressão mínima necessária na entrada da bomba para evitar a cavitação. As bombas de processo químico multiestágio horizontais normalmente têm requisitos de NPSH baixos, reduzindo o risco de cavitação e garantindo uma operação estável.
Operação Confiável: Com construção robusta e engenharia de precisão, essas bombas oferecem operação confiável e contínua, reduzindo paradas e custos de manutenção em processos industriais.
Fácil manutenção: os fabricantes geralmente projetam essas bombas com recursos fáceis de usar, simplificando as tarefas de manutenção, como a substituição do impulsor ou do selo, reduzindo assim o tempo de inatividade e garantindo que a bomba opere de maneira ideal.
Manuseio seguro de fluidos perigosos: Bombas horizontais multiestágio para processos químicos são projetados especificamente para atender a rígidos padrões de segurança, permitindo o manuseio e a transferência seguros de produtos químicos perigosos, o que é crucial em ambientes industriais.
No geral, a combinação de capacidade de alta pressão, resistência à corrosão, eficiência energética e versatilidade torna as Bombas de Processo Químico Multiestágio Horizontais uma escolha confiável e preferida para o manuseio de fluidos químicos em várias aplicações industriais.






")










 Lar
Lar
